مدونة جديدة

عندما تتجاوز المساحة المتوقعة للجزء الحد الأقصى المسموح به بواسطة آلة قولبة الحقن، قد لا تغطي الفوهة السطح بالكامل بشكل كافٍ، مما يؤدي إلى ظهور زوائد على الجزء.
إذا تم تركيب القالب بشكل غير صحيح أو تعرض لقوة أحادية الاتجاه غير متساوية، فقد لا يتم تثبيته بشكل متساوٍ، مما يتسبب في ظهور زوائد على سطح القطعة.
عندما لا تكون ألواح آلة الحقن متوازية أو تكون قضبان الربط مشوهة بشكل غير متساوٍ، لا يمكن تثبيت القالب بشكل صحيح، مما يؤدي إلى تكوين الزوائد.
إذا كان توازي القالب ضعيفًا أو كانت حواف القالب مسدودة، فلن يتمكن البلاستيك المنصهر من ملء التجويف بالتساوي، مما قد يؤدي إلى ظهور نتوءات على سطح القطعة.
عندما لا يتم إغلاق خط فصل القالب بشكل صحيح، أو يكون التجويف واللب غير متوازيين، أو تكون المكونات المنزلقة ذات خلوص مفرط، فقد يتسرب البلاستيك المنصهر من التجويف، مما يؤدي إلى ظهور نتوءات على الجزء.
عندما يكون للبلاستيك سيولة عالية جدًا وتكون كمية التغذية زائدة، فقد تفيض المادة المنصهرة أثناء ملء تجويف القالب، مما يؤدي إلى ظهور نتوءات على سطح القطعة.
إذا كانت درجة حرارة انصهار التجويف أو درجة حرارة القالب مرتفعة للغاية، فإن لزوجة البلاستيك تقل وتزداد قابليته للتدفق، مما قد يتسبب في تكوين الزوائد.
عندما يكون ضغط الحقن مرتفعًا جدًا أو سرعة الحقن سريعة جدًا، قد يفيض البلاستيك بسبب الضغط الزائد أثناء ملء التجويف، مما يؤدي إلى ظهور نتوءات على سطح القطعة.
إذا لم تكن قوة التثبيت متسقة أو غير متساوية، فقد يتحرك القالب قليلاً أثناء الحقن، مما يتسبب في ظهور زوائد على سطح القطعة.
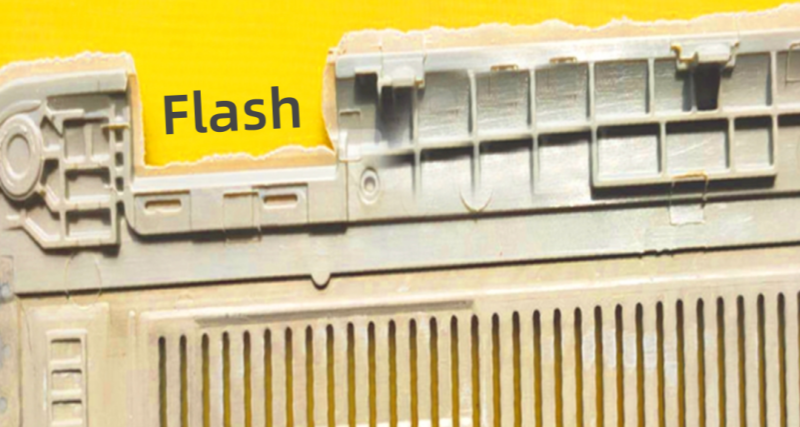
هذه هي الأسباب الشائعة لظهور الزوائد في قولبة حقن مادة PEEK. ينبغي على المشغلين مراقبة هذه العوامل ومعالجتها بعناية أثناء الإنتاج لمنع ظهور الزوائد، مما يحسن جودة ومظهر الأجزاء المقولبة.
تابعنا :





-- الحصول على التحديثات مع أحدث المواضيع

 البريد الإلكتروني
البريد الإلكتروني العربية
العربية English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español português
português 日本語
日本語 한국의
한국의 中文
中文